

















Product Description
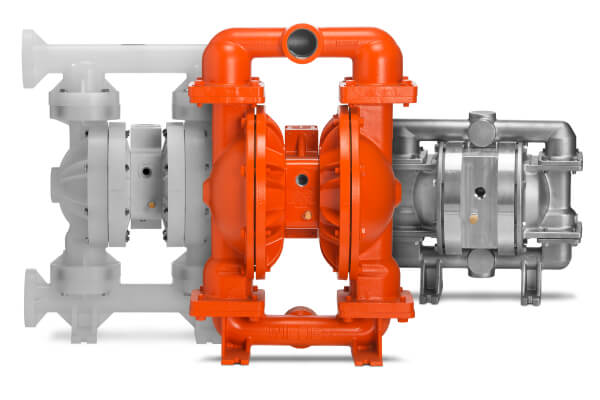
The FTI – HVDP High Viscosity Pump efficiently handles fluids up to 100,000 cP. Available in HR and LR models, it features customizable mechanical seals and durable construction, making it ideal for food processing, pharmaceuticals, and chemical manufacturing applications.